Все категории продуктов




Серия энергии
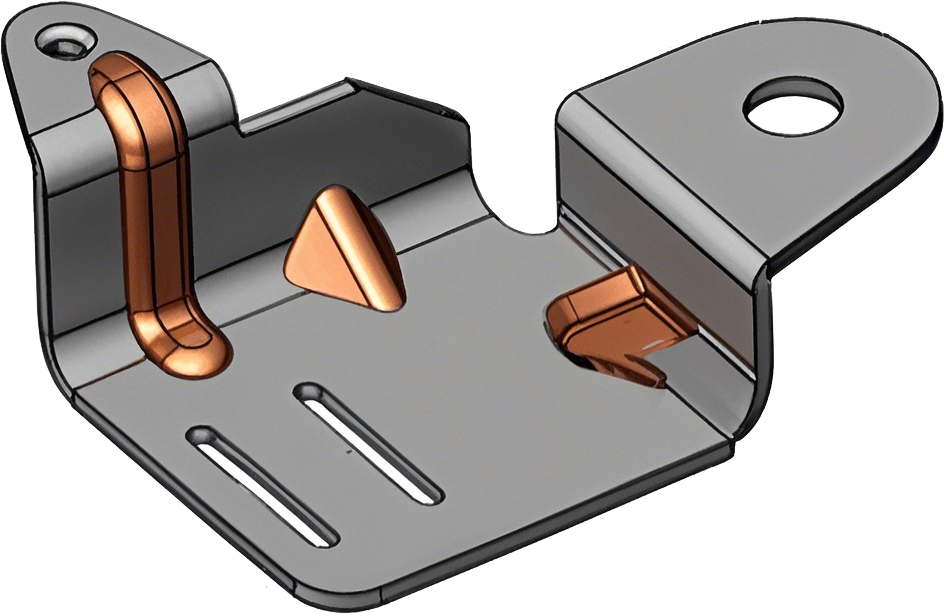
Оболочка для хранения энергии
Функции: Разнообразие материалов: алюминиевый сплав, сталь, композитные материалы на основе углеродного волокна, композитные материалы SMC и т. д. Высокие защитные характеристики: устойчивость к влаге, коррозии, ударам и другим неблагоприятным факторам внешней среды для защиты внутренних компонентов накопителя энергии от повреждений. Рациональная конструкция: сохраняет устойчивость при внешнем давлении, перепадах температур и т. д. Наши преимущества: Высокие показатели безопасности, множество вариантов применения и привлекательный внешний вид.


Категории продуктов

Презентация продукта

Чертежи дизайна

Вы можете выбрать различные типы чертежей, такие как 2D или 3D, для загрузки.
Мы ответим в течение 2-8 часов!
Выбор процесса
Лазерная резка
01
Подходит для металлов
Нержавеющая сталь, алюминий, углеродистая сталь, медь и другие.
Преимущества
Высокая точность, способность резать сложные формы.
Гладкая поверхность реза, не требует дополнительной обработки.
Может резать толстые материалы, подходит для различных материалов.

ЧПУ-пробивка
02
Подходит для металлов
Тонкие листы (такие как алюминий, медь, углеродистая сталь, нержавеющая сталь)
Преимущества
Высокая эффективность, подходит для массового производства.
Может выполнять пробивку, выемку, формовку и другие функции.
Подходит для создания отверстий, резки и малых сложных форм.

Гибка
03
Подходит для металлов
Нержавеющая сталь, алюминий, углеродистая сталь, медь и другие.
Преимущества
Точная гибка, соответствует различным угловым требованиям.
Можно использовать для изготовления сложных конструктивных частей.
Не требует дополнительной сварки, экономия времени.

Сварка
04
Подходит для металлов
Нержавеющая сталь, углеродистая сталь, алюминий и другие.
Преимущества
Можно соединять металлы различной толщины.
Подходит для крупных частей и производства нестандартных изделий.
Очень гибкий процесс, может соединять различные металлические материалы.

Прокатка
05
Подходит для металлов
Подходит для металлов: алюминий, медь, нержавеющая сталь и другие.
Преимущества
Высокая производственная эффективность, подходит для массового производства.
Используется для производства деталей с непрерывными изогнутыми формами.
Может обрабатывать крупногабаритные металлические листы.

Фрезерование
06
Подходит для металлов
Сталь, Нержавеющая сталь, Алюминий, Медь и другие.
Преимущества
Обработка с высокой точностью, подходит для сложных геометрических форм.
Многонаправленная обработка, высокая точность и отделка поверхности.

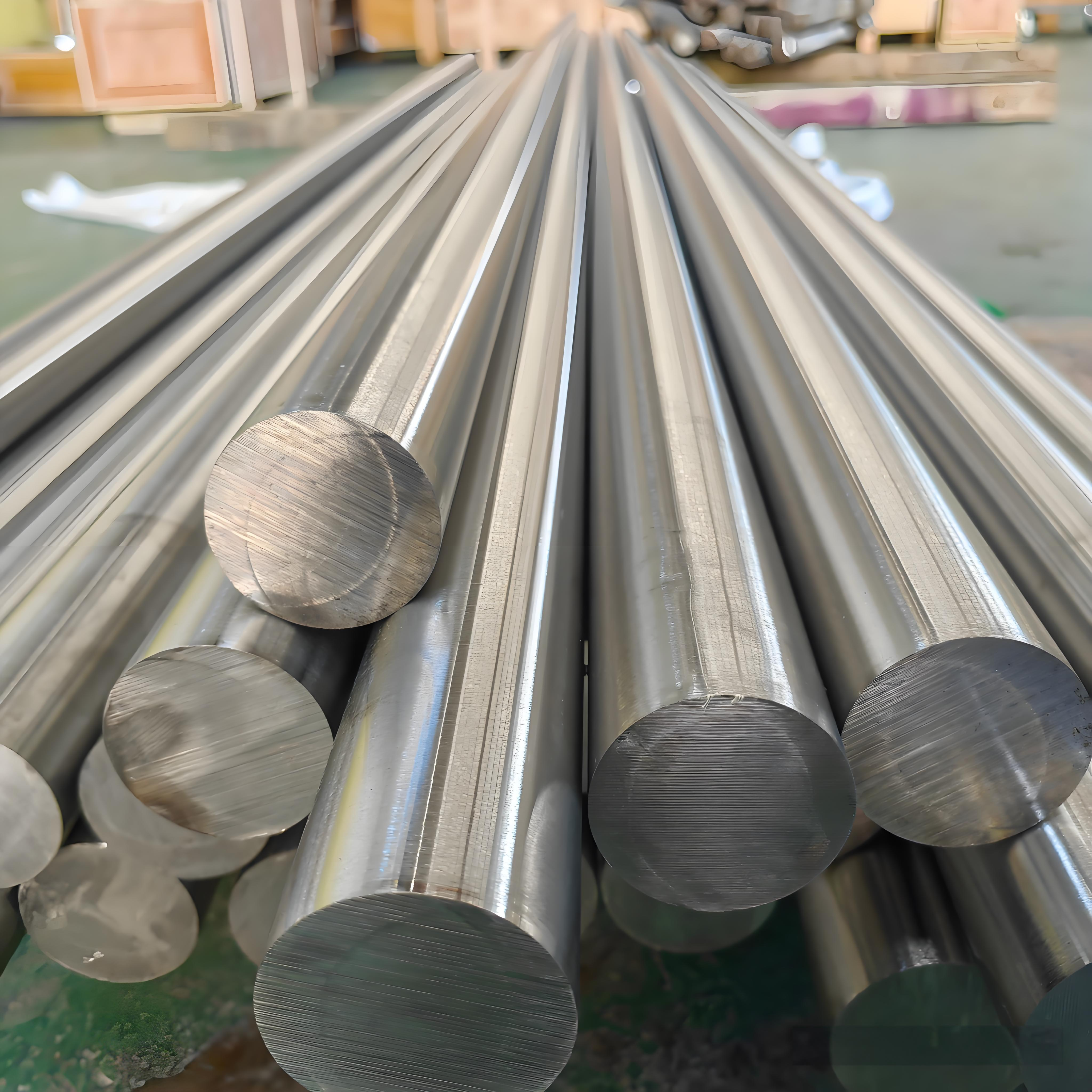
Выбор материала

Гальванка
Нерж. сталь
Алюминий
Медь
Гальванка
Сплав
Титан
Алюминий-магний
Нерж. сталь
Инструмент. сталь
Преим.
Высокая прочность: Подходит для выдерживания больших нагрузок и давления.
Хорошая обрабатываемость: Легко сваривается, режется и формуется, подходит для обработки листового металла.
Низкая стоимость: По сравнению с другими материалами, углеродистая сталь более экономична и подходит для массового производства.
Хорошая пластичность: Хорошая адаптация к изменениям температуры, не ломается.
Хорошая износостойкость: Особенно среднеуглеродистая и высокоуглеродистая сталь, подходит для изготовления износостойких деталей.
Примен.
Механические компоненты, автомобильные детали, строительные конструкции, контейнеры и т.д.

Преим.
Коррозионная стойкость: Нержавеющая сталь обладает отличной коррозионной стойкостью, особенно подходит для использования в агрессивных условиях.
Высокая температура: Может выдерживать более высокие температуры и не легко деформируется.
Эстетичность: Гладкая поверхность, подходит для продукции с высокими требованиями к внешнему виду.
Долговечность: Долгий срок службы, не подвержена старению.
Примен.
Оборудование для переработки пищевых продуктов, химическое оборудование, медицинские инструменты, кухонная посуда, фасады зданий и т.д.

Преим.
Легкость: Алюминиевый сплав легче стали, широко используется там, где важно снижение веса.
Хорошая коррозионная стойкость: На поверхности образуется естественная оксидная пленка, повышающая коррозионную стойкость.
Хорошая теплопроводность и электропроводность: Подходит для электрических и тепловых обменников.
Легкость обработки: Алюминиевые сплавы легко штампуются, гнутся и свариваются, подходят для сложных форм.
Примен.
Авиакосмическая отрасль, автомобилестроение, корпуса электроники, бытовая техника, корабли и т.д.
Преим.
Хорошая электрическая проводимость: Медь обладает отличной проводимостью и широко используется в электронике и электрических приложениях.
Коррозионная стойкость: Особенно подходит для влажных и агрессивных сред.
Хорошая обрабатываемость: Легко штампуется, формуется и сваривается.
Хорошая теплопроводность: Подходит для компонентов, требующих высокой теплопроводности.
Примен.
Электронные компоненты, провода и кабели, теплообменники, строительные материалы и т.д.

Преим.
Хорошая коррозионная стойкость: Цинковое покрытие эффективно предотвращает ржавчину стали, особенно подходит для наружных или влажных условий.
Низкая стоимость: Гальванизированная сталь дешевле нержавеющей стали, предлагая лучшую стоимость при более высокой эффективности.
Высокая прочность: В сравнении с обычной сталью, гальванизированная сталь обладает более высокой прочностью.
Эстетичный внешний вид: Цинковое покрытие имеет гладкую поверхность и привлекательный внешний вид.
Примен.
Строительство, автомобили, оболочки бытовой техники, электрическое оборудование, трубопроводы и т.д.
Преим.
Высокая прочность и жесткость: Добавление легирующих элементов (таких как хром, никель, молибден и другие) значительно улучшает прочность и жесткость.
Износостойкость и коррозионная стойкость: Обладает лучшей износостойкостью, подходит для суровых условий.
Высокая стабильность при высоких температурах: Некоторые легированные стали показывают хорошую устойчивость к высоким температурам, подходящие для высокотемпературных условий.
Примен.
Высокопрочные механические детали, инструменты, аэрокосмическая отрасль, автомобильные двигатели и т.д.

Преим.
Высокая прочность, низкая плотность: Легче стали, но с крайне высокой прочностью, подходит для приложений, требующих высокой прочности и легкости.
Отличная коррозионная стойкость: Титановые сплавы устойчивы к кислотной и щелочной коррозии, подходят для жестких условий.
Высокая температура: Титановые сплавы сохраняют свою прочность и стабильность при высоких температурах.
Примен.
Аэрокосмическая отрасль, военное дело, химическое оборудование, медицинские инструменты и т.д.
Преим.
Легкий вес: Легче алюминиевых сплавов, с лучшими характеристиками легкости.
Хорошее соотношение прочности и веса: Несмотря на низкую плотность, обладает высокой прочностью и жесткостью.
Отличная коррозионная стойкость: Особенно хороша в морских условиях.
Примен.
Применения: Автомобили, аэрокосмическая промышленность, оболочки электронных продуктов, корабли и т.д.
Преим.
Нержавеющая сталь 304: Хорошая коррозионная стойкость, широко используется в различных продуктах повседневного использования.
Нержавеющая сталь 316: Отличная стойкость к хлоридной коррозии, подходит для морской среды, химической переработки и т.д.
Примен.
Медицинское оборудование, кухонные принадлежности, химическое оборудование, переработка продуктов питания, наружное декорирование и т.д.
Преим.
Высокая износостойкость: Инструментальные стали обычно содержат более высокий процент углерода и легирующих элементов, что делает их подходящими для инструментов и механических частей, подверженных износу.
Высокая прочность и жесткость: Отличаются хорошей ударной вязкостью и высокой температурной стойкостью.
Примен.
Режущие инструменты, штампы, механические части и т.д.
Обработка поверхности

Обеспечивает хорошую коррозионную стойкость, широко используется в химической, фармацевтической и пищевой промышленности.
Улучшает декоративные качества, придавая поверхности гладкость.

Обеспечивает хорошую коррозионную стойкость и устойчивость к погодным условиям.
Обладает определенной износостойкостью и водоотталкивающими свойствами.
Можно выбрать различные уровни блеска и эффекты (например, глянцевый, матовый, сатиновый и другие) в зависимости от требований.

Оцинкованный слой обеспечивает определенный уровень механической прочности, защищая субстрат от физических повреждений.
Подходит для строительства, дорожных сооружений, автомобилестроения и других областей, особенно для металлических конструкций, подвергающихся воздействию влажной и кислой или щелочной среды.

Увеличивает твердость поверхности, улучшая износостойкость.
Отличный декоративный эффект, особенно подходит для применения, где требуется эстетика и высокая износостойкость.
Обладает определенными изоляционными свойствами (можно использовать в электрическом оборудовании).

Повышает усталостную прочность металла, увеличивая срок службы деталей.
Увеличивает коррозионную стойкость и стойкость к окислению поверхностного слоя.

Обеспечивает хорошую адгезию для последующих покрытий, создавая отличную основу для покраски.
Улучшает смазочные свойства поверхности, снижая трение и износ.
Подходит для отраслей, где требуется защита от ржавчины, таких как автомобильная промышленность, бытовая техника и электрическое оборудование.

Повышает способность металла сопротивляться загрязнениям.
Улучшает внешний вид нержавеющей стали, придавая ей более полированный вид.
Улучшает внешний вид и увеличивает блеск, особенно после хромирования, которое обеспечивает хорошее украшение.
Повышает износостойкость и твердость, особенно после хромирования и никелирования.
Широко используется в пищевой, медицинской и электронной промышленности.
Увеличивает адгезию покрытия, изменяя шероховатость поверхности.
Улучшает эффект последующих поверхностных обработок (например, покрытия).
Подходит для очистки и предварительной обработки металлических поверхностей, часто используется для обработки поверхностей алюминиевых сплавов или нержавеющей стали.
Стандарт обработки листового металла
| Детали размеров | Метрические единицы | Имперские единицы |
|---|---|---|
| От края до края, одна поверхность | ±0,127 мм | ±0,005 дюйма |
| Край к отверстию, одна поверхность | ±0,127 мм | ±0,005 дюйма |
| Отверстие к отверстию, одна поверхность | ±0,127 мм | ±0,005 дюйма |
| Сгиб к краю/отверстию, одна поверхность | ±0,254 мм | ±0,010 дюйма |
| Край к элементу, несколько поверхностей | ±0,762 мм | ±0,010 дюйма |
| Избыточная форма, несколько поверхностей | ±0,762 мм | ±0,030 дюйма |
| Угол сгиба | ±1° | |
Часто задаваемые вопросы
Разумное хранение и обращение: убедитесь, что металлические листы не соприкасаются с твердыми предметами во время транспортировки и хранения, чтобы избежать царапин на поверхности.
Соответствующие инструменты и оборудование: используйте подходящие режущие и пробивные инструменты и убедитесь, что они острые, чтобы избежать повреждения поверхности из-за неподходящих или старых инструментов.
Защитная пленка для поверхности: перед обработкой на металлическую поверхность можно нанести защитную пленку, чтобы снизить риск появления царапин.
Улучшение процесса резки: уменьшение количества заусенцев путем регулировки скорости резки, давления и других параметров.
Используйте жидкость для удаления заусенцев: в некоторых случаях обработка металлической поверхности жидкостью для удаления заусенцев может эффективно удалить мелкие заусенцы.
Контролируйте глубину штамповки: уменьшите образование заусенцев в процессе штамповки, что можно контролировать, регулируя точность штамповочного штампа и силу штамповки.
Выбор формы: используйте форму, подходящую для толщины материала и угла изгиба, и убедитесь, что размер и угол формы соответствуют требованиям.
Постоянство толщины материала: Убедитесь, что используемый материал имеет постоянную толщину. Неравномерная толщина может привести к неточным углам изгиба.
Предварительный нагрев перед гибкой: для некоторых материалов предварительный нагрев может снизить концентрацию напряжений и повысить точность гибки.
Проблемы с материалами: проверьте качество материалов и убедитесь, что используемые металлические листы не имеют дефектов, таких как трещины и пузыри. Если в самом материале есть дефекты, он может сломаться в процессе штамповки.
Слишком высокая скорость штамповки: уменьшите ее соответствующим образом, чтобы избежать неравномерной штамповки, вызванной слишком быстрой штамповкой и увеличивающей риск поломки.
Регулировка давления пробивки: Проверьте, подходит ли давление пробивной машины к толщине и прочности материала. Слишком высокое или слишком низкое давление приведет к проблемам с разрывом материала.
Точность резки и штамповки: отрегулируйте параметры процесса резки, штамповки и гибки, чтобы гарантировать, что точность каждого процесса находится в пределах допустимого диапазона.
Проблемы с измерительными инструментами: используйте точные измерительные инструменты (например, координатно-измерительную машину, штангенциркуль и т. д.) для измерения размеров, чтобы убедиться в отсутствии ошибок во время обработки.
Термическое расширение материалов: металлы расширяются при нагревании и сжимаются при охлаждении. При обработке в условиях высоких температур необходимо учитывать тепловое расширение материала.
Защита поверхности: используйте антикоррозийное покрытие или краску для защиты поверхности листового металла и избегайте прямого контакта металла с влажным воздухом. Улучшите условия хранения: обеспечьте хранение деталей из листового металла в сухом и проветриваемом помещении, чтобы избежать коррозии под воздействием влаги или химикатов.
Регулярное техническое обслуживание: если детали из листового металла подвергаются воздействию внешней среды в течение длительного времени, следует регулярно проводить очистку поверхности, обслуживание покрытия или перекраску.
Проблема с трещинами: избегайте использования слишком высокого тока и тепла во время сварки, избегайте быстрого охлаждения и не допускайте концентрации напряжений, вызванной чрезмерной разницей температур. Используйте подходящие сварочные материалы и процедуры сварки.
Деформация при сварке: используйте сегментированную сварку и разумную последовательность сварки, чтобы уменьшить деформацию, вызванную термическим напряжением, и избежать сварки слишком большого количества областей за один раз.
Последовательность и метод сварки: используйте симметричную последовательность сварки и разумный метод сварки, выполняйте сварку постепенно за несколько проходов, избегайте чрезмерной концентрации тепла и снижайте сварочное напряжение.
Процесс последующей обработки: после сварки можно провести соответствующую термическую обработку для снятия остаточного напряжения, чтобы снять остаточное напряжение и, таким образом, уменьшить возникновение деформаций и трещин.
Правильные параметры процесса: отрегулируйте такие параметры процесса, как давление и температура во время обработки, чтобы гарантировать, что металл не будет деформироваться во время обработки.
Выберите подходящий процесс: в таких процессах, как гибка и штамповка, разумно контролируйте параметры процесса, чтобы избежать неровностей металлических поверхностей, вызванных неравномерными силами.
Используйте охлаждающее оборудование: используйте водяное или воздушное охлаждение, чтобы охладить металл и уменьшить разницу температур во время обработки. Грядет деформация.
Разумный выбор материала: некоторые металлы более чувствительны к термической деформации, и при выборе материалов приоритет следует отдавать материалам с меньшим коэффициентом термического расширения.






Свяжитесь с нами
Вы можете связаться с нами четырьмя способами. Мы ответим на ваш запрос в течение 2-8 часов после его получения.
Позвоните нам
Отправьте электронное письмо
Форма сообщения
Добавьте в WeChat




Загрузить чертеж
Загрузить сейчас
Загрузите ваш чертеж для получения расчета в реальном времени
![]() Загружаемые вами документы строго конфиденциальны и защищены
Загружаемые вами документы строго конфиденциальны и защищены

Загрузить чертеж

Подтвердить заказ

Прибытие деталей